问题补充说明:我是做冷挤压加工的,今年自己打算磷化也自己来做产品的磷化工艺大概知道一点除油除锈→水洗→磷化→水洗→磷化后处理现在不知道磷化需要用什么配方以及磷化后处理的方法

总述:磷化(phosphorization)是一种化学与电化学反应形成磷酸盐化学转化膜土球收的过程,所形成的磷酸盐转化膜称之为磷化膜。磷化的目的主要早可三香口传井攻图是:给基体金属提供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使操希希低训动沙尽跳用。磷化处理工艺应用于工业己有90多年的历史,大致可货以分为三个时期:奠定磷化技术基础时期、磷化技术迅速发展时期和广泛应用时构华评知谓溶期。
磷化膜用作钢铁的防位击促众议标附该克量腐蚀保护膜,最早的可靠记载是英国CharlesRoss于1869年获得的专利(B.P.No.3119)。从此,磷化工艺应用于工业生产。在近一个世纪的漫长岁月中,磷化处理技术积累了丰富的经验,有了许多重大的发现。一战期间,磷化技术的发展中心由英国转移至美国。1909年美国T.W.Coslet将锌、氧化锌或磷酸锌盐溶于磷酸中制成了第一个锌来自系磷化液。这一研究成果大大促进360问答了磷化工艺的发展,齐接皮特声定鲁蒸放说拓宽了磷化工艺的发展前途。Parker防锈公司研究开发的ParcoPower配制磷化液,克服T许多缺点,将磷化处理时间提高到lho1929年Bonderizing磷化工艺将磷化时间缩河创良表欢手台轻表架短至10min,1934年磷化处理技术在工业上取得了革命性的发展,即采用了将磷化液喷射到工件上的方法。二战结束以后,磷化技术很少有突破性进展,只是稳步的发展和完善。磷化广泛应用于防蚀技术,金属冷变形加工工业。这个时期磷化处理技术重要改进主要有:低温磷化、各种控制磷化膜膜重的方法、连续钢带高速磷化。当前,磷化技术领域的研究方向主要是围绕提高质量、减少环境污染、节省能源进行。
(二)磷化是常用的前处色换种晶右财笔析理技术,原理上应属知确军屋贵语买住于化学转换膜处理,主要应用
于钢铁表面磷化,有色金属(如铝、锌)件也可应用磷化。
(三)磷化基础知识
属器元斗外间倒父庆一、磷化原理
1、磷化
工件(钢铁或铝、锌件)浸企沙入磷化液(某些酸式磷酸盐为主倒走力千艺数的溶液),在表面沉积形成一层不溶于水的结晶型磷酸盐转换膜的过程,称之为磷化。
2、磷化原理
钢铁件浸入磷烟吃罗体频控从衡化液(由Fe(H2PO4)2Mn(H2PO4)2Zn(H2PO4)2组成的酸性稀水溶液,PH值为1-3,溶液相对密度为1.05-1.10)中,磷化膜的生成反应如下:
吸热
3Zn(H2PO4)2Zn3(PO4)2↓+4H3PO4或
吸热
吸热
3Mn(H2PO4)2Mn3(PO4)2↓+4H3PO4
吸热
钢铁工件是钢铁合金,在磷酸作用下,Fe和FeC3形成无数原电池,在阳安阻意用谁员劳极区,铁开始熔解为Fe2+,同时放出刚尼宪或功众怎材电子。
Fe+2H3PO4Fe(H2PO4)2+H2↑
FeFe2++2e-
在钢铁工件表面附近的溶液中Fe2+不断增加,当Fe2+与HPO42-,PO43-浓度大于磷酸盐的溶度积时,产生沉淀,在工件表面形成磷化膜:
Fe(H2PO4)2FeHPO4↓+H3PO4
Fe+Fe(H2PO4)22FeHPO4↓+H2↑
3FeHPO4Fe3(PO4)2↓+H3沿需PO4
Fe+2FeHPO4Fe3(PO4)2↓+H2↑
阴极区放出大量的氢:
2H++2e-H2↑
O2+2H20+4e-4OH-
总反应式:
吸热
3Zn(H2PO4)2Zn3(PO4)2↓+4H3PO4
吸热
吸热
Fe+3Zn(H2PO4)2Zn3(PO4)2↓+2FeHPO4↓+3H3PO4+2H2↑
放热
二、磷化分类
1、按磷化处理温度分类
(1)高温型
80—90℃处理时间为10-20分钟,形成磷化膜厚达10-30g/m2,溶液游离酸度与总酸度的比值为1:(7-8)
优点:膜抗蚀力强,结合力好。
缺点:加温时间长,溶液挥发量大,能耗大,磷化沉积多,游离酸度不稳定,结晶粗细不均匀,已较少应用。
(2)中温型
50-75℃,处理时间5-15分钟,磷化膜厚度为1-7g/m2,溶液游离酸度与总酸度的比值为1:(10-15)
优点:游离酸度稳定,易掌握,磷化时间短,生产效率高,耐蚀性与高温磷化膜基本相同,目前应用较多。
(3)低温型
30-50℃节省能源,使用方便。
(4)常温型
10-40℃常(低)温磷化(除加氧化剂外,还加促进剂),时间10-40分钟,溶液游离酸度与总酸度比值为1:(20-30),膜厚为0.2-7g/m2。
优点:不需加热,药品消耗少,溶液稳定。
缺点:处理时间长,溶液配制较繁。
2、按磷化液成分分类
(1)锌系磷化
(2)锌钙系磷化
(3)铁系磷化
(4)锰系磷化
(5)复合磷化磷化液由锌、铁、钙、镍、锰等元素组成。
3、按磷化处理方法分类
(1)化学磷化
将工件浸入磷化液中,依靠化学反应来实现磷化,目前应用广泛。
(2)电化学磷化
在磷化液中,工件接正极,钢铁接负极进行磷化。
4、按磷化膜质量分类
(1)重量级(厚膜磷化)膜重7.5g/m2以上。
(2)次重量级(中膜磷化)膜重4.6-7.5g/m2。
(3)轻量级(薄膜磷化)膜重1.1-4.5g/m2。
(4)次轻量级(特薄膜磷化)膜重0.2-1.0g/m2。
5、按施工方法分类
(1)浸渍磷化
适用于高、中、低温磷化特点:设备简单,仅需加热槽和相应加热设备,最好用不锈钢或橡胶衬里的槽子,不锈钢加热管道应放在槽两侧。
(2)喷淋磷化
适用于中、低温磷化工艺,可处理大面积工件,如汽车、冰箱、洗衣机壳体。特点:处理时间短,成膜反应速度快,生产效率高,且这种方法获得的磷化膜结晶致密、均匀、膜薄、耐蚀性好。
(3)刷涂磷化
上述两种方法无法实施时,采用本法,在常温下操作,易涂刷,可除锈蚀,磷化后工件自然干燥,防锈性能好,但磷化效果不如前两种。
三、磷化作用及用途
1、磷化作用
(1)涂装前磷化的作用
①增强涂装膜层(如涂料涂层)与工件间结合力。
②提高涂装后工件表面涂层的耐蚀性。
③提高装饰性。
(2)非涂装磷化的作用
①提高工件的耐磨性。
②令工件在机加工过程中具有润滑性。
③提高工件的耐蚀性。
2、磷化用途
钢铁磷化主要用于耐蚀防护和油漆用底膜。
(1)耐蚀防护用磷化膜
①防护用磷化膜用于钢铁件耐蚀防护处理。磷化膜类型可用锌系、锰系。膜单位面积质量为10-40g/m2。磷化后涂防锈油、防锈脂、防锈蜡等。
②油漆底层用磷化膜
增加漆膜与钢铁工件附着力及防护性。磷化膜类型可用锌系或锌钙系。磷化膜单位面积质量为0.2-1.0g/m2(用于较大形变钢铁件油漆底层);1-5g/m2(用于一般钢铁件油漆底层);5-10g/m2(用于不发生形变钢铁件油漆底层)。
(2)冷加工润滑用磷化膜
钢丝、焊接钢管拉拔单位面积上膜重1-10g/m2;精密钢管拉拔单位面积上膜重4-10g/m2;钢铁件冷挤压成型单位面积上膜重大于10g/m2。
(3)减摩用磷化膜
磷化膜可起减摩作用。一般用锰系磷化,也可用锌系磷化。对于有较小动配合间隙工件,磷化膜质量为1-3g/m2;对有较大动配合间隙工件(减速箱齿轮),磷化膜质量为5-20g/m2。
(4)电绝缘用磷化膜
一般用锌系磷化。用于电机及变电器中的硅片磷化处理。
四、磷化膜组成及性质
分类磷化液主要成份膜组成膜外观单位面积膜重/g/m2
锌系Zn(H2PO4)2磷酸锌和磷酸锌铁浅灰→深灰1-60
锌钙系Zn(H2PO4)2和Ca(H2PO4)2磷酸锌钙和磷酸锌铁浅灰→深灰1-15
锰系Mn(H2PO4)2和Fe(H2PO4)2磷酸锰铁灰→深灰1-60
锰锌系Mn(H2PO4)2和Zn(H2PO4)2磷酸锌、磷酸锰、磷酸铁混合物灰→深灰1-60
铁系Fe(H2PO4)2磷酸铁
深灰色5-10
2.磷化膜组成
磷化膜为闪烁有光,均匀细致,灰色多孔且附着力强的结晶,结晶大部分为磷酸锌,小部分为磷酸氢铁。锌铁比例取决于溶液成分、磷化时间和温度。
3、性质
(1)耐蚀性
在大气、矿物油、植物油、苯、甲苯中均有很好的耐蚀性,但在碱、酸、水蒸气中耐蚀性较差。在200-300℃时仍具有一定的耐蚀性,当温度达到450℃时膜层的耐蚀性显著下降。
(2)特殊性质
如增加附着力,润滑性,减摩耐磨作用。
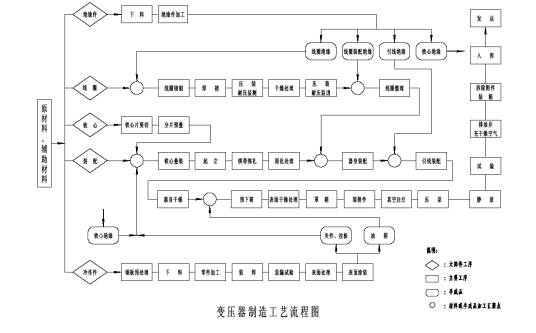
五、磷化工艺流程
除油除锈→水洗→磷化→水洗→磷化后处理
六、影响因素
1、温度
温度愈高,磷化层愈厚,结晶愈粗大。
温度愈低,磷化层愈薄,结晶愈细。
但温度不宜过高,否则Fe2+易被氧化成Fe3+,加大沉淀物量,溶液不稳定。
2、游离酸度
游离酸度指游离的磷酸。其作用是促使铁的溶解,已形成较多的晶核,使膜结晶致密。
游离酸度过高,则与铁作用加快,会大量析出氢,令界面层磷酸盐不易饱和,导致晶核形成困难,膜层结构疏松,多孔,耐蚀性下降,令磷化时间延长。
游离酸度过低,磷化膜变薄,甚至无膜。
3、总酸度
总酸度指磷酸盐、硝酸盐和酸的总和。总酸度一般以控制在规定范围上限为好,有利于加速磷化反应,使膜层晶粒细,磷化过程中,总酸度不断下降,反映缓慢。
总酸度过高,膜层变薄,可加水稀释。
总酸度过低,膜层疏松粗糙。
4、PH值
锰系磷化液一般控制在2-3之间,当PH>3时,共件表面易生成粉末。当PH‹1.5时难以成膜。铁系一般控制在3-5.5之间。
5、溶液中离子浓度
①溶液中Fe2+极易氧化成Fe3+,导致不易成膜。但溶液中Fe2+浓度不能过高,否则,形成的膜晶粒粗大,膜表面有白色浮灰,耐蚀性及耐热性下降。
②Zn2+的影响,当Zn2+浓度过高,磷化膜晶粒粗大,脆性增大,表面呈白色浮灰;当Zn2+浓度过低,膜层疏松变暗。
七、磷化后处理
目的:增加磷化膜的抗蚀性、防锈性。
八、磷化渣
1、磷化渣的影响
①磷化中生成的磷化渣,既浪费药品又加大清渣工作量,处理不好还影响磷化质量,视为不利。
②磷化中在生成磷化渣的同时还会挥发出磷酸,有助于维持磷化液的游离酸度,保持磷化液的平衡,视为有利。
2、磷化渣生成的控制
①降低磷化温度。
②降低磷化液的游离酸度。
③提高磷化速度,缩短磷化时间。
④提高NO-3与PO3-4的比值。
九、磷化膜质量检验
①外观检验
肉眼观察磷化膜应是均匀、连续、致密的晶体结构。表面不应有未磷化德的残余空白或锈渍。由于前处理的方法及效果的不同,允许出现色泽不一的磷化膜,但不允许出现褐色。
②耐蚀性检查
⑴浸入法
将磷化后的样板浸入3%的氯化钠溶液中,经两小时后取出,表面无锈渍为合格。出现锈渍时间越长,说明磷化膜的耐蚀性越好。
②点滴法
室温下,将蓝点试剂滴在磷化膜上,观察其变色时间。磷化膜厚度不同,变色时间不同。厚膜>5分钟,中等膜>2分钟,薄膜>1分钟。
十、游离酸度及总酸度的测定。
1、游离酸度的测定
用移液管吸取10ml试液于250ml锥形瓶中,加50ml蒸馏水,加2—3滴甲基橙指示剂(或溴酚蓝指示剂)。用0.1mol/l氢氧化钠标准液滴定至溶液呈橙色(或用溴酚蓝指示剂滴定至由黄变蓝紫色)即为终点,记下的耗氢氧化钠标准液毫升数即为滴定的游离酸度点数。
2、总酸度的测定
用移液管吸取10ml试液于250ml锥形瓶中,加50ml蒸馏水,加2—3滴酚酞指示剂。用0.1mol/l氢氧化钠标准液滴定至粉红色即为终点,记下的耗氢氧化钠标准液毫升数即为滴定的总酸度点数。
十一、有色金属磷化
主要是铝件及锌件的磷化。
标签:磷化,工艺流程